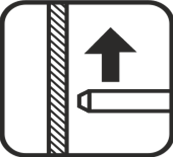
it is recommended to hold an electrode vertically to the part
welding should be carried out with a very short arc and minimum possible current strength to prevent mixing with the base metal
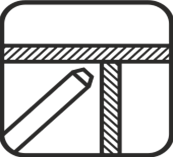
when welding on large surfaces with one layer, surfacing is carried out with transverse oscillations of the electrode at an amplitude of 2-3 times of the core diameter; if it is necessary to surface more than three layers, a buffer layer should be applied
deposited metal working should be carried out by grinding only
Special properties
ensure the production of deposited metal with high wear resistance under the conditions of abrasion with abrasive materials
the deposited metal has a tendency to small cracks formation, which, as a rule, does not reduce the operational stability of the deposited parts. Full annealing – 780-820°C (1436-1508°F) ~ 25 HRC. Forging after surfacing ~ 60-65 HRC. the 1st layer on high-manganese steel ~ 30 HRC. the 2nd layer on high-manganese steel ~ 45 HRC.
HS-Fe8 electrodes are designed for deposition of hard layers onto parts made of steel, cast steel and high manganese steels, operating under both severe abrasion and impact and compression loads. Common application areas of these electrodes are excavating, mining and stone processing industries, i.e. electrodes are suitable for deposition welding of teeth and cutting edges of diggers and dozers, screens, conveyors, hammers, crushing jaws of various mills as well as cutting edges of cold working tools, etc.
Electrodes MONOLITH RC are differed from similar products of other manufacturers by a value and intensity of welding aerosol evolution and manganese formation during the welding process. This was achieved by selecting the high-quality raw materials and high-level control of technological processes in electrodes manufacture. The E.O. Paton Electric Welding Institute of the NAS Ukraine and Institution of Medicine Labour of the AMS Ukraine confirmed that manganese precipitation was reduced for more than 30%, the evolution of harmful elements in welding aerosol was reduced for more than 28%.
Electrodes MONOLITH RC are characterized by an easy primary and secondary arc exciting, soft and stable arc burning, provide low spatter loss, uniform melting of the coating, excellent weld metal formation, easy slag crust removal.
Electrodes allow welding at the lowest currents. For the small-diameter electrodes, the welding can be performed from power sources, connected to conventional mains.
Easy use of electrodes gives an opportunity to perform welding by a beginning welder.
Welding in hard-to-reach places. Feasibility of electrode bending without the coating damage.
It is possible to perform welding on oxidized, greased and painted surfaces.
the permissible moisture content in the coating before use is not more than 0.3 %;
if the electrode coating is moistened above normal, dry for 60 minutes at 250±20°С (482±68°F).
Welding modes
Welding current strength, A for electrodes with a diameter of, mm (in)
4.0 (5/32)
5.0 (3/16)
130 – 160
140 – 180
Welding Current: DC+ with arc voltage of 23 – 27 V or AC from a transformer with an adle voltage of 50 V in all spatial positions except vertical down one.